Внедрение системы автоматического регулирования КОММУТАЦИИ
на генераторе Г2 обжимной клети стана «1050»
1. Испытания генератора Г2 обжимной клети стана 1050
1.1. Предварительное обследование
Генератор Г2 (тип П-2-630-212-11С УХЛ4, 4000 кВт, 930 В, 4300 А, возбуждение независимое 180/90 В, ток возбуждения 44,5/89 А, 500 об/мин, зав. № ХООПО53, год выпуска IV.1993), работающий в составе главного преобразовательного агрегата обжимной клети стана 1050 ОАО «Днепроспецсталь», характеризуется повышенным искрением коллектора.
Искрение под щетками генератора Г2, оцениваемое согласно ГОСТ 183-74 «Машины электрические вращающиеся. Общие требования», превышает 2-ую степень и, в отличие от требований ГОСТ 183-74, нормальная работа генератора обеспечивается только за счет систематической дополнительной очистки коллектора и замены щеток.
Обследования генератора Г2 не обнаружили дефектов, которые могли бы объяснить причину повышенного искрения коллектора.
По результатам работ сделан вывод, что причина повышенного искрения под щетками на коллекторе может быть связана с конструктивными особенностями генератора - недостаточной или чрезмерной намагничивающей силой добавочных полюсов.
1.2. Область безыскровой работы генератора Г2
Исследования по определению области безыскровой работы генератора проводились по методике, определенной в ГОСТ 10159-79 «Машины электрические постоянного тока. Методы испытания».
Первые искры под сбегающим краем щеток появлялись при Iя = 2000 А и погасали при понижении тока якоря до 1750 А. По мере увеличения тока якоря увеличивались степень и интенсивность искрообразования. При токе якоря Iя = 3200 А степень искрения достигала и превышала значение 2.
Результаты эксперимента по определению области безыскровой работы генератора Г2 приведены на рис. 1.
Как видно из рис. 1, обмотка добавочных полюсов генератора характеризуется недостаточной намагничивающей силой, в результате чего безыскровая работа заканчивается при значениях тока якоря около 2,3 кА. Однако, область безыскровой работы замыкается при значении тока якоря порядка 4 кА. Это позволяет скорректировать ее таким образом, чтобы средняя линия проходила по оси Iя, что позволит машине работать без искрения до точки смыкания области (4кА).
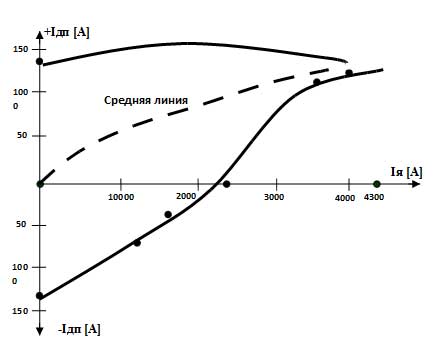
Рис. 1. Область безыскровой работы генератора Г2
Согласно результатам исследования сделаны выводы о необходимости коррекции области безыскровой работы, что позволит расширить диапазон нагрузок генератора до номинальных значений без чрезмерного искрения.
2. Внедрение системы
Для коррекции области безыскровой работы генератора была разработана, изготовлена и внедрена система автоматического регулирования процесса коммутации (САР коммутации) И-ТППЕТ‑100/100‑230.
Система состоит из вспомогательной обмотки и системы управления. Вспомогательная обмотка наматывается на добавочные полюса генератора. Система управления анализирует режим работы генератора и создает во вспомогательной обмотке соответствующий ток, способствующий снижению реактивной ЭДС и, соответственно, степени искрения.
Для анализа эффективности работы системы была проведена видеосъемка зоны искрения одного из бракетов щеточного аппарата при работе генератора в штатном режиме. При съемке на дополнительных приборах отображались ток якоря и ток дополнительной обмотки. На рисунках изображены стоп-кадры видеосъемки бракета при выключенной (рис. 2.1) и включенной (рис. 2.2) САР коммутации при одном и том же токе якоря.
Ток якоря отображается на левом стрелочном приборе со шкалой минус 10 кА – 0 – плюс 10 кА, ток дополнительной обмотки отображается на правом приборе со шкалой минус 50 А – 0 – плюс 50 А.
Ток якоря, при котором делались стоп-кадры, соответствует приблизительно 4 кА (номинальный ток генератора). Как видно на первом кадре (рис. 2.1), искрение при номинальном токе наблюдается по всей длине бракета. При включенной САР коммутации (рис. 2.2) искрение наблюдается при том же токе, лишь под двумя щетками. Это искрение обусловлено механическими причинами в щеткодержателе, устранить которые на момент съемки не представлялось возможным.

Рис. 2.1. Искрение под щетками при выключенной САР коммутации

Рис. 2.2. Искрение под щетками при включенной САР коммутации
При токах выше номинального искрение по всей длине бракета подавить не удается, но степень искрения существенно ниже. Об этом можно судить по таблице 2.1, где приведены данные о степени искрения в зависимости от нагрузки. При этом искрение под отдельно взятыми щетками, вызванное механическими причинами, не учитывалось.
Таблица 2.1. Зависимость степени искрения от нагрузки
|
Iя, кА
|
1 кА
|
2 кА
|
3 кА
|
4 кА
|
5 кА
|
6 кА
|
7 кА
|
8 кА
|
|
Степень искрения
|
|
САР откл.
|
1
|
1
|
2
|
2
|
2 - 3
|
3
|
3
|
3
|
|
САР вкл.
|
1
|
1
|
1
|
1½
|
2
|
2 - 3
|
2 - 3
|
3
|
3. Выводы
1. В ходе исследовательских работ на генераторе Г2 была установлена причина повышенного искрения машины - некорректная работа добавочных полюсов.
2. Были проведены эксперименты по определению области безыскровой работы генератора, и на основании данных экспериментов была разработана система автоматического регулирования процесса коммутации САР коммутации И-ТППЕТ‑100/100‑230, которая позволила скорректировать влияние добавочных полюсов.
3. Визуальное наблюдение за работой генератора при включенной и отключенной САР коммутации и анализ видеосъемки показали, что система И-ТППЕТ‑100/100‑230 позволила устранить причины искрения, связанные недостаточной намагничивающей силой добавочных полюсов. Остаточное искрение под отдельными щетками при токах меньше номинального вызвано механическими причинами (зависание щеток, недостаточное или чрезмерное усилие прижимной пружины и т.д.).
4. Положительным экономическим эффектом от внедрения САР коммутации И-ТППЕТ‑100/100‑230 является увеличение периода между мероприятиями по профилактике коллектора (снижение его износа от шлифовки), а также возможность работы генератора Г2 с более высокими нагрузками без опасности возникновения кругового огня.
5. Улучшение коммутации генератора Г2 дает возможность в полной мере использовать ресурсы электропривода и эксплуатировать двигатель Д2 во второй зоне. Однако, при этом необходимо не допускать чрезмерного превышения нагрузки и учитывать, что металлургические машины постоянного тока допускают кратковременную перегрузку 2-2,5 Iн.
Внедрение системы автоматического регулирования КОММУТАЦИИ
на генераторе Г1 обжимной клети стана «1050»
1. Испытания генератора Г1 обжимной клети стана «1050»
Генератор Г1 (тип П-2-630-212-11С УХЛ4, 4000 кВт, 930 В, 4300 А, возбуждение независимое 180/90 В, ток возбуждения 44,5/89 А, 500 об/мин, год выпуска 1993), работающий в составе главного преобразовательного агрегата первой клети стана «1050» ОАО «Днепроспецсталь», характеризуется повышенным искрением коллектора.
Искрение под щетками генератора Г1, оцениваемое согласно ГОСТ 183-74 «Машины электрические вращающиеся. Общие требования», превышает 2-ую степень и, в отличие от требований ГОСТ 183-74, нормальная работа генератора обеспечивается только за счет систематической дополнительной очистки коллектора и замены щеток.
Обследования щеточно-коллекторного аппарата генератора Г1 не обнаружили дефектов, которые могли бы объяснить причину повышенного искрения коллектора.
После проведения комплекса дополнительных работ по выявлению причин повышенного искрения коллектора генератора Г1 ГПА 1-ой клети стана «1050» было выявлено, что причина повышенного искрения под щетками Г1, также как и под щетками Г2, связана с конструктивными особенностями генератора - недостаточной или чрезмерной намагничивающей силой добавочных полюсов.
Определение области безыскровой работы генератора Г1 по методике, определенной в ГОСТ 10159-79 «Машины электрические постоянного тока. Методы испытания», показало, что обмотка добавочных полюсов генератора характеризуется недостаточной намагничивающей силой, в результате чего безыскровая работа заканчивается при значениях тока якоря около 2,8 кА. Однако, область безыскровой работы замыкается при значении тока якоря порядка 4,2 кА. Это позволяет скорректировать ее таким образом, чтобы средняя линия проходила по оси Iя, что позволит машине работать без искрения до точки смыкания области (4,2 кА).
Согласно результатам исследования были сделаны выводы о необходимости коррекции области безыскровой работы генератора Г1, что позволит расширить диапазон нагрузок генератора до номинальных значений без появления искрения.
2. Внедрение САР коммутации
Для коррекции области безыскровой работы генератора была внедрена система автоматического регулирования процесса коммутации (САР коммутации) И-ТППЕТ‑100/100‑230.
Система состоит из вспомогательной обмотки и системы управления. Вспомогательная обмотка наматывается на добавочные полюса генератора. Система управления анализирует режим работы генератора и создает во вспомогательной обмотке соответствующий ток, способствующий снижению реактивной ЭДС и, соответственно, степени искрения.
При токах выше номинального искрение по всей длине бракета подавить не удается, но степень искрения существенно снижается. Об этом можно судить по таблице 2.2, где приведены данные о степени искрения в зависимости от нагрузки. При этом искрение под отдельно взятыми щетками, вызванное механическими причинами, не учитывалось.
Таблица 2.2. Зависимость степени искрения под щетками на коллекторе Г1 от нагрузки
|
Ток якоря Г1
|
1 кА
|
2 кА
|
3 кА
|
4 кА
|
5 кА
|
6 кА
|
7 кА
|
8 кА
|
|
САР коммутации
|
отключена
|
1
|
1
|
2
|
2
|
2 - 3
|
3
|
3
|
3
|
|
включена
|
1
|
1
|
1
|
1
|
2
|
2 - 3
|
2 - 3
|
3
|
4. Выводы
1. В ходе исследовательских работ на генераторе Г1 была установлена причина повышенного искрения под щетками на коллекторе - некорректная работа добавочных полюсов.
2. Были проведены эксперименты по определению области безыскровой работы генератора, и на основании данных экспериментов была внедрена система автоматического регулирования процесса коммутации САР коммутации И-ТППЕТ‑100/100‑230, которая позволила скорректировать влияние добавочных полюсов.
3. Визуальные наблюдения за работой генератора Г1 при включенной и отключенной САР коммутации показали, что САР коммутации позволила устранить причины искрения, связанные с недостаточной намагничивающей силой добавочных полюсов. Остаточное искрение под отдельными щетками при токах меньше номинального вызвано механическими причинами (зависание щеток, недостаточное или чрезмерное усилие прижимной пружины и т.д.).
4. Положительным экономическим эффектом от внедрения САР коммутации является увеличение периода между мероприятиями по профилактике коллектора (снижение его износа от шлифовки), а также возможность работы генератора Г1 с более высокими нагрузками без опасности возникновения кругового огня.
5. Улучшение коммутации генераторов Г1 и Г2 дает возможность в полной мере использовать ресурсы электропривода прокатного стана. Однако, при этом необходимо не допускать чрезмерного превышения нагрузки и учитывать, что металлургические машины постоянного тока допускают перегрузку 2-2,5 Iн только кратковременно.
|